One of the most difficult aspects of developing reliable inkjet inks is creating a stable dispersion of particles within the ink. This applies to inks containing pigments for colour applications but equally to inks containing other particles for functional deposition applications, which are becoming increasingly important. The issue of dispersion quality and how to achieve it were covered by industry experts at recent IMI Europe events: the Inkjet Ink Development Conference in Lausanne, 13-14th April and the Inkjet Summer School in Heidelberg, 20-24th June, and this article will review some of the main topics covered.
The fundamental trade-off
Any inkjet ink development is centred on the fundamental requirement that the ink be jetted reliably in the printing system of choice, while still delivering the expected application performance once printed. The problem is that in almost all cases the two parts of this requirement act against each other. For example, in a digital ceramic ink required to survive the high temperature firing production process, the pigment particles need to be inorganic (which makes them dense) and relatively large: this makes creating a stable dispersion more difficult, and developing a reliable ink more challenging. Inks for printing conductive tracks are usually made from fine particles of a conductive metal: these have to be dispersed in the ink for reliable printing, which means that each particle is coated in a dispersing medium. The presence of this material means the printed ink does not conduct electricity unless subjected to further processing, thereby greatly complicating the process. As a last example, when formulating inks to print vibrant colours for textile or other decorative applications, the more colorant deposited in a single pass, the better, but the concentration of colorant in the ink is generally limited by the required physical parameters of the ink for reliable jetting (either viscosity, or stability, or both). In these and other situations the formulation chemist is found to be constantly on the horns of a dilemma.
Dispersions – an introduction
While some inks use a colorant that is dissolved in the ink (a dye), leading to a (relatively) simple formulation task, many inks, including those using solid pigments as the colorant and many inks used to deposit functional materials, require a uniform dispersion of solid particles in the liquid ink. Without correct formulation such a two-phase system is unstable, with the consequence that excessively large particles of solid material can settle out of the ink and block printhead nozzles, filters and even ink pipes. The utmost care must go into the dispersion process and the materials and equipment used to stand any chance of producing a product that will perform reliably in today’s demanding high-speed single pass applications.
It is important at all stages during an ink development and production process to ensure that key ink parameters are measured and controlled using appropriate equipment. From checking raw materials on receipt from a supplier, through developing a prototype ink, into production and all the way through to final checks before a product is shipped to a customer (with on-going checks on batches to validate shelf life) relevant performance parameters must be measured. In the case of product manufacture, the parameters also need to be checked against agreed acceptable ranges for quality control purposes. For inks containing particle dispersions, key parameters include viscosity, surface tension, particle size and size distribution. All of these parameters require specialist equipment and techniques for measurement.
Creating stable dispersions
As we have seen, if we require the use of a pigment (a colorant that is insoluble in the ink) or another particle such as a metal, then we need to make sure these particles are compatible with the jetting process. This means that the particles be of a suitable size (less than a micron in diameter, and usually significantly smaller than this) with a narrow size distribution (no oversize particles) and in a suspension in the ink that is as stable as possible. For small particles it is possible to create a stable homogeneous dispersion, while for larger particles some settling is inevitable, but with correct formulation this effect is reversible with agitation and so is manageable if correctly handled.
In general for a two-phase system (solid plus liquid) the lowest energy state (and therefore the thermodynamically favoured situation) is where there is the smallest possible surface between the phases – in other words a single aggregation of solid – meaning that there is an inbuilt tendency in any system of this kind for all of the particles to join together (or agglomerate) into larger particles, and indeed for a typical system there are attractive forces in play (the Van der Waals interaction) that will tend to cause small particles to join together.
In order to overcome this, we need to modify the surface of the particles using a dispersing agent to add a repulsive force, thereby overcoming this tendency to agglomerate. There are two key ways of achieving this that use different technology and different materials. The first is steric stabilisation, where a polymeric material is used with two components on the same molecule – one component sticks to the particle surface and the other disperses in the ink, creating a layer of polymer chains that tend to repel the chains on other particles. The second method uses an agent that creates a layer of charge surrounding the particle, which also provides a repulsive force between particles to overcome the inbuilt tendency to join together.
Assuming the particles remain separate, there are two main forces acting on them individually: firstly Brownian motion, the random motion due to thermal energy which helps to keep the particles distributed in the ink, and secondly the force of gravity that makes the particles settle in the ink. The preferred situation for an ink is to have the Brownian motion dominate, which happens when the particles are smaller and less dense. For larger and denser particles, settling is more likely, and in this case we need to make sure the ink is in constant motion when being used.

Companies supplying dispersing agents include Air Products, BASF, BYK and Lubrizol
Milling
To create a stable particle dispersion, the correct milling process is essential. The dispersant material is added to the ink carrier (water or solvent) and then the pigment or other powder is added and mixed. The grinding process comprises both de-agglomeration – the separation of groups of particles – and true grinding where the primary particle size is reduced. While the particles are being broken up, the action of the mill also wets the particle surfaces with dispersant as they are created. The mill supplies the energy to create more surface area within the dispersion, while the dispersant acts to stop re-agglomeration as soon as the smaller particles are formed. Different types of mill are available and the choice is based on viscosity and final target particle size. Bead mills are the most common for inkjet ink use, and typically uses metal or ceramic beads within a helical screw structure that rotates during milling. The size of the beads and the milling time are the main factors determining the size distribution of the final dispersion. The correct dispersant concentration is achieved by using an excess initially, then reducing the concentration to find the minimum required for stability. This then gives a stable result with the lowest cost (dispersing agents are relatively expensive by weight) and minimised impact on ink rheology.

Companies supplying milling equipment for the inkjet industry include Bühler and Netzsch
Dispersion characterisation
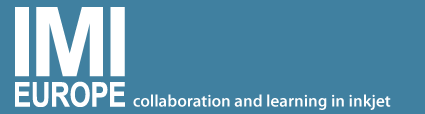
In order to understand the characteristics of a dispersion once created, the particle size distribution can be measured using laser diffraction or dynamic light scattering. These measurements give an indication of average particle size and also the degree to which the particle size varies above and below that average (remember that a narrow distribution is best for inkjet inks). Light scattering can also be used to measure how the average position of particles in a sample varies with time and identify any tendency for the dispersion to settle under gravity, as discussed above.
Light scattering is not so good for finding small concentrations of oversized particles, which is an important issue in inkjet inks, but visual particle counting techniques exist for this. Another simple but effective tool for dispersion characterisation is to measure the time taken to filter a sample quantity of ink through a filter of fixed pore size. This filtration time can be taken as a figure of merit for the ink and compared with future batches, and is also useful for identifying large particulates within the ink.
Dispersion characterisation tools are available from a number of companies including Microtrac and Malvern Instruments
Filtration
As previously mentioned, filtration is a useful diagnostic technique, but is also an essential part of producing reliable inkjet inks and using them in applications. Filtration is required to ensure ink quality in production, promote stability in storage and to allow high performance and printhead protection during printing. There are many potential ink issues that filtration can help with, including gel formation, agglomeration, oversized particulates, insoluble residues from impure dyes, bacterial growth, dust and bubbles. Different types of filtration are used at different stages of ink formulation and manufacture, depending on the ink type. For dye-based inks the objective is to remove insoluble elements, contaminants and bacteria. For inks containing particles the additional objectives are to remove oversized and agglomerated particles and to further refine the dispersion created in the milling process.

Advanced filters for inkjet use are available from companies such as Pall
In conclusion, dispersion quality is vital to the performance of inks in inkjet applications, particularly those industrial applications requiring very high reliability. As single pass applications become more common, the reliability requirement is becoming increasingly stringent, calling for improved technology and increased investment in this aspect of inkjet ink development.
Tim Phillips
Dr Tim Phillips is Managing Director of IMI Europe, the leading inkjet conference and course company (www.imieurope.com) and also Founder & Director of technology marketing consultancy Catenary Solutions (www.catenarysolutions.com).